
 A bionic gripping tool inspired by an elephant’s trunk and produced via 3-D printing from polyamide using the laser sintering technique.
A bionic gripping tool inspired by an elephant’s trunk and produced via 3-D printing from polyamide using the laser sintering technique.
Three-dimensional printing seems to be everywhere. It’s been highlighted over the past year by Make and Wired, two magazines known for being on the cutting edge of technology trends. In March, DIYRockets, an organization devoted to lowering the cost of space exploration, launched a competition to design a 3-D–printed rocket engine that could become part of a propulsion system to carry nano-satellites into space. (Winners will be announced on 1 August.) And the Texas-based non-profit Defense Distributed made headlines earlier this year when it posted—and subsequently removed, on the order of the U.S. Department of State—instructions that would allow for the 3-D printing of a functional firearm on its website.
Why is 3-D printing—a technology that has been around at least since the 1980s—such a big deal all of the sudden? One reason is that tabletop 3-D home printers have finally come down enough in cost to become viable tools for hobbyists, artists and others in the maker culture. Typical home machines cost between $1,000 and $3,000. In addition, some commercial services will now print your designs for you; all you need to do is create your vision using computer-assisted design (CAD) modeling software or a 3-D scanner.
But home printing and industrial-scale additive manufacturing (AM)—another term for 3-D printing technology—are two different things, and it’s easy to see how the hype over the former has led to confusion about the capabilities and potential of the latter.
An additive approach
AM covers a broad family of technologies that join material progressively, layer upon layer, to make finished objects using an additive approach. This is opposed to traditional subtractive manufacturing techniques, such as metal-cutting operations, in which material is removed from a larger structure in order to arrive at a completed item.
 A fully playable violin with a body manufactured from EOS PEEK HP3 thermoplastic. It was manufactured to test whether 3-D printing could produce a usable instrument.
A fully playable violin with a body manufactured from EOS PEEK HP3 thermoplastic. It was manufactured to test whether 3-D printing could produce a usable instrument.
Since the act of building objects from scratch requires only as much source material as is needed, AM is, by its nature, less wasteful than techniques in which parts are fashioned out of existing material. It can also be very cost-effective for low-volume production jobs since AM does not require any expensive specialized tools to create custom parts.
Another advantage of 3-D printing is that it streamlines the traditional manufacturing process, according to a recent report by the company Lux Research. In the standard model, manufacturing includes many players, including original equipment manufacturers (OEM), suppliers, prototyping bureaus, factories, warehouses and shipping companies. With 3-D printing, however, parts can be produced on-site and on-demand, cutting out the need for all parties other than the OEM, materials supplier, printer supplier and service bureau.
Its recent industrial growth has been spurred by the latest developments in laser sources and computer-controlled machining operations, which have enabled AM to become a viable alternative to existing methods in many labs and shop floors around the world. Indeed, according to the 2012 report of the U.S. National Academy of Science (NAS), Optics & Photonics: Essential Technologies for Our Nation (also known as Harnessing Light 2), AM has become an important technology whose role in manufacturing is expected to grow. For that reason, one of the report’s key recommendations is for the United States to aggressively develop and implement the technique.
In his February 2013 State of the Union address, U.S. President Barack Obama mentioned the technology by name. “Last year, we created our first manufacturing innovation institute in Youngstown, Ohio,” he said, referring to the National Additive Manufacturing Innovation Institute (NAMII), a public-private partnership first announced a year earlier and partly funded by the U.S. Department of Defense (DoD). “[It is] a state-of-the art lab where new workers are mastering the 3-D printing that has the potential to revolutionize the way we make almost everything.”
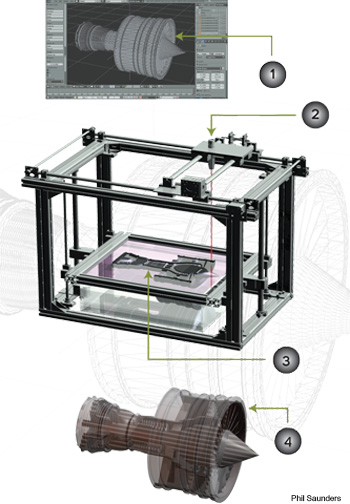 Going In-Depth—A Quick Guide to Additive Manufacturing: 1. A 3-D model is built using modeling software. The file is converted into an .stl format so the printer can read the data. 2. There are many different systems, but those that use ytterbium-doped fiber optic lasers are one of the most common. The laser moves across the surface along an x and z axis, fusing the additive in accordance with the positional data. 3. Plastic, metal or ceramic materials are added layer by layer, starting at the bottom and working up. 4. This is repeated slice by slice until the object is complete. It is a slow process that is mainly used by industries where prototyping is important, such as aerospace, or where highly complex engineering is needed (e.g., specialized medical applications).
Going In-Depth—A Quick Guide to Additive Manufacturing: 1. A 3-D model is built using modeling software. The file is converted into an .stl format so the printer can read the data. 2. There are many different systems, but those that use ytterbium-doped fiber optic lasers are one of the most common. The laser moves across the surface along an x and z axis, fusing the additive in accordance with the positional data. 3. Plastic, metal or ceramic materials are added layer by layer, starting at the bottom and working up. 4. This is repeated slice by slice until the object is complete. It is a slow process that is mainly used by industries where prototyping is important, such as aerospace, or where highly complex engineering is needed (e.g., specialized medical applications).
However, while AM certainly holds promise, it is not likely to replace conventional large-scale manufacturing techniques anytime soon. For one thing, the overall cost of the technology is still quite high, since the materials savings are offset by the longer amount of time that the process takes compared with conventional techniques. Concerns about process variability, the need for shorter-wavelength sources and a limited choice of available raw materials also come into play.
“A lot of the current hyperbole seems to suggest that AM will replace everything. It will not,” said Stuart MacLachlan, project manager at the U.K.’s Additive Manufacturing Special Interest Group, a government-backed group created by the country’s Technology Strategy Board. Still, “it has great potential to make an impact on specific areas of small-series manufacturing, and in cases where unusual material combinations or shapes are needed,” he said.
A multidimensional history
Additive manufacturing has all the hallmarks of an overnight success several decades in the making—and perhaps even centuries. According to a recent study from the Laser Institute of America, there are two precursors to AM that trace their roots to the late 19th century: topography and photosculpture methods. Topographic paper relief maps were once constructed by stacking wax sections in layers cut to the appropriate shape according to the contour lines of the landscape. Positive and negative versions of these shapes were used to mold relief maps.
Photosculpture, on the other hand, refers to the creation of three-dimensional replicas of objects through the manufacture of a repeated series of sections, following the outlines provided by a set of photographs capturing the whole circumference of a subject. Both techniques are kindred spirits of 3-D printing, combining the principles of sectional build-up with the best optical technologies of the era.
It wasn’t until 1951 that an early version of stereolithography was proposed. The technique used light to progressively expose a transparent photo emulsion in layers. Then, in the 1980s, researchers began to use ultraviolet lasers to selectively cure thermosetting polymers, making rapid prototyping operations a realistic proposition for the automotive sector. Meanwhile, the roots of powder sintering by laser go back to the early 1970s. A key patent that describes a process very much like modern powder-based direct deposition AM techniques was filed in 1971.
|
Three-dimensional printing as we know it today first settled into a niche in the 1990s, when it was embraced by the automotive sector in particular as a rapid-prototyping technology. That legacy still has an influence, according to Robert Quarshie, leader of the U.K.’s Additive Manufacturing Special Interest Group.
“The current AM sector stems from technology originally intended to make prototypes, short-production run items, and models used during the product development cycle,” he said. “Over the past decade, early adopters have taken these technologies and applied them to some limited manufacturing applications. However, the sector remains largely built on legacy prototyping systems.”
One of the major developments that spurred the rapid move toward AM was the arrival of ytterbium-doped fiber lasers, which are able to provide a high-power and quality beam; they also enable components to be made with good physical properties and surface finish.
“That was the game-changer,” said Stuart Jackson, regional manager of the Munich-based company Electro-Optical Systems Ltd. (EOS). “The introduction of ytterbium-fiber–lasers as replacements for CO2 sources transformed an interesting process into a valid production technology.”
Laser-enabled AM techniques
Lasers still remain central to the next steps in 3-D printing’s development. Harnessing Light 2 identified three AM techniques that hold particular promise; each relies heavily on photonics technology.
Stereolithography
Developed in 1988, this is one of the most long-established AM techniques. In it, a UV source scans across a vat of liquid resin in multiple paths, curing the polymer at desired locations before replenishing itself with fresh uncured material. The part is built up in layers until the final geometry is completed. It typically deposits layers a few hundredths of a millimeter in thickness. The laser wavelength and power can vary between manufacturers, but 325 nm from a relatively low-power source is typical.
|
Selective laser sintering (SLS)
This approach also dates back to the 1980s and enables the production of parts from thermoplastics, ceramics or metals. Like stereolithography, it is a layering process in which a part is built from a powder based on a three-dimensional CAD model. In the SLS process, a laser fuses the layers of powder in localized areas to create the final geometry. The process can yield very accurate parts with tolerances of 0.05 to 0.25 mm. If done well, components fabricated with SLS require no post-processing—a significant advantage.
Laser Engineered Net Shaping (LENS)
A laser is used to create a molten pool into which powdered metal is injected. Objects have been produced from a range of metal alloys and other specialty materials. As in other AM processes, the item originates from CAD models, and material is built up in layers to create the final part. The significant difference between LENS and several other additive processes is that the parts obtain the same density as the metal used to fabricate them, representing a big step toward the production of components capable of true industrial performance.
Major challenges
The 2012 NAS report singled out the need for shorter wavelength sources as a major barrier faced by the photonics side of AM, since current resolution limitations with laser sintering are tied directly to laser wavelength.
“A common opportunity exists among these techniques to increase the precision of three-dimensional manufacturing,” it stated. “If shorter-wavelength lasers were available, it would be possible to reduce the scale of the smallest possible three-dimensional voxel—or three-dimensional pixel.”
The report also singled out soft X-ray sources as being significant for future 3-D printing operations, an indication that lasers are unlikely to remain the only source of illumination used at the industrial level.
Achieving acceptable productivity levels is what many experts call the biggest challenge in AM right now. The technology can in many cases eliminate the need for tooling, but this advantage must be balanced against the cost of tailoring raw materials to 3-D printing; the relatively slow pace of the manufacturing process itself; and the need to meet the regulatory standards involved in penetrating high-technology sectors. In addition, lasers are still a relatively expensive commodity, and component costs are also high compared with established manufacturing technology.
|
“For AM to go for serious volume production and replace alternative processes that are already seen as meeting the needs of an industry, it is going to have to compete on a cost basis,” said Quarshie. “I don’t think that has necessarily been the focus for AM to date.”
AM processes are also not robust enough yet. Process consistency between batches and machines is lacking, largely as a result of uncontrolled process variables, variations within the enabling machine supply chain and material batch differences. Post-processing operations such as surface finishing are often needed to meet the product specifications.
While EOS has developed R&D machines with lasers capable of delivering power levels in the 1 kW
range, the downside is that the final quality of the finished items is diminished. “The only way to use that higher energy power is to employ larger laser spot sizes and build parts with thicker layers,” said Jackson. Neither of those is beneficial to the final surface finish. “At present, moving to higher laser powers produces a poorer quality item than the market is expecting from this technology, he said.”
“In broad terms, AM is currently being driven by the aerospace sector, particularly airframe and equipment applications; the medical sector, for implants and customized tool sets; and the creative industries, which are looking for ways to make one-off items or low production volumes,” said David Whittaker, of the U.K.’s AM Special Interest Group. “The production volume involved is what ultimately draws a line around the areas where AM really has an advantage.”
Great expectations
Certain industrial sectors are primed for whatever strides 3-D printing can make, and as soon as possible. The NAMII project call specifically cited the keen interest of the U.S. DoD, Department of Energy, NASA and other participating civilian agencies as part of the body’s rationale, calling AM “ripe with potential for technology transition.”
Indeed, according to a recent report by the company Lux Research, the market for 3-D printed parts is expected to grow from a base of $777 million in 2012 to $8.4 billion in 2025. The vast majority of sales will likely come from the automotive, aerospace and medical sectors.
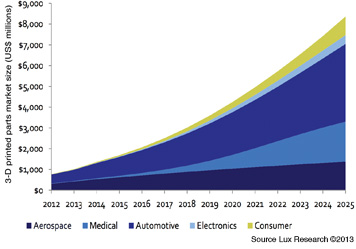
3-D Printed Parts Market
Proof of the technology’s industrial versatility continues to accumulate. Components produced from titanium and nickel superalloys demonstrate AM’s potential to improve the manufacture of precision metallic items, while the high-profile unveiling of a playable 3-D–printed violin, produced by EOS from polyether ether ketone thermoplastic as proof of concept, shows its applicability to aerospace-grade polymers. EOS manufactured the instrument using SLS techniques.
However, as EOS’s Jackson said, it will take time for the technology to fully mature. “3-D printing is not a fast track to resolving anything,” he said, “not least since these materials and processes have to go through the conventional assessment and testing procedures that any manufacturing process is subject to.”
One area that remains beyond the grasp of 3-D printing is optical components. “At least using our current manufacturing processes, we cannot make clear components of optical purity, or components with that kind of control over refractive index,” said Jackson. “The technology doesn’t allow it.”
Yet even that may one day change. According to the NAS report, the development of short-wavelength sources that would increase resolution could eventually make the 3-D printing of optical elements a real possibility.
All told, AM has the potential to be disruptive across several industrial sectors, in addition to making a huge impact in smaller-scale home manufacture. “The big win will come from companies identifying where the unique strengths of AM can be put to use, and focusing on the ways that AM can add to their bottom line—which it can,” said Quarshie.
At the same time, it’s important to know the difference between hope for a new technology and hype. Jackson of EOS envisions a “hype curve,” which parallels the standard cycle of maturity, adoption and social application exhibited by most new technologies; here, over-enthusiasm and subsequent disappointment go hand-in-hand, with one leading inexorably to the other. “I think that we are right at the peak of expectations,” he said, “so there is an inevitable risk that 3-D printing could decline from here and drop into the trough of disillusionment.”
But again it is important to draw a distinction between the impact of home printing, where a trough may be inevitable given the current level of hype, and the industrial application of the technology, where the scale of its revolutionary impact may be hard to grasp right now. Indeed, EOS founder Hans Langer believes it will take several decades before we can look back with the correct perspective to see what 3-D printing has really given the world.
“If people think that all this technology and activity is covered by one broad category, then they are missing the point,” said Jackson. “There are two levels of activity going on here, and whatever place the technology eventually finds for itself in domestic applications, the industrial side of the equation is here to stay.”
Tim Hayes is a freelance writer based in the United Kingdom who specializes in optics and photonics.
3-D Printing Technologies |
|||
|
Technology |
Description |
Applicable Materials |
Key Players |
|
Stereolithography |
Selectively cures a uniform layer of material with a UV laser |
Photopolymers |
3D Systems |
|
Digital light processing |
Cures an inkjet-deposited material layer in a support material with a UV light |
Photopolymers |
Texas Instruments, Envisiontec |
|
Polyjet |
Cures an inkjet deposited layer with multiple materials using a UV light |
Photopolymers |
Objet |
|
Selective layer sintering |
Selectively fuses material powder using a laser |
Thermoplastics, metals |
EOS, Morris Technologies (GE Aviation), Optomec |
|
Electron beam melting |
Selectively fuses material powder using an electron beam |
Metals |
Arcam |
|
Selective heat sintering |
Selectively fuses material powder using a thermal head |
Thermoplastics |
Blueprinter |
|
Fused filament fabrication |
Extrudes a material filament through a heated nozzle |
Thermoplastics, food, wood and ceramic composites with a thermoplastic binder |
Stratasys, Makerbot, Printrbot |
|
Powder bed inkjet printing |
Selectively inkjet prints a liquid binder to fix material powder into a solid |
Thermoplastics, food, wood and ceramic composites with a thermoplastic binder |
Zcorp (3D Systems), |
|
Laminated object manufacturing |
Trims sheets of material and joins with adhesive |
Paper, polymer films, metal sheets |
Mcor, TNO, Solido, Kira |
