
 Lasertec 65 3D system from DMG Mori, which combines laser additive manufacturing and laser milling. [Courtesy of DMG Mori]
Lasertec 65 3D system from DMG Mori, which combines laser additive manufacturing and laser milling. [Courtesy of DMG Mori]
Many of us remember, as children, using a lens to focus the sun’s radiation—at a power density of around 0.1 W/cm2—and burn holes in leaves or other objects in the garden. With the advent of high-power lasers, that basic principle has spawned a manufacturing industry some US$50 billion in size. Modern lasers, emitting coherent, focused radiation at power densities on the order of MW/cm2, can provide remote, localized point sources of intense constant energy that, when absorbed, can melt or burn materials. Today’s car assembly lines feature automated laser welding systems that can seam car bodies together at great speed; deep welding with lasers in the shipbuilding industry has become commonplace.
 LAM can produce complex turbomachinery components (top), customized joint implants (bottom) and an expanding range of other components. [Courtesy of Fraunhofer ILT]
LAM can produce complex turbomachinery components (top), customized joint implants (bottom) and an expanding range of other components. [Courtesy of Fraunhofer ILT]
In the shadows of this first generation of laser-aided manufacturing, however, a second approach has been quietly maturing. It uses the same radiation source—high-power laser energy. But instead of the “subtractive” techniques used in conventional machining of metallic or ceramic materials, in which material is progressively removed from a solid block to create a part, the part is progressively built up in 3-D via laser sintering or melting, using either a bed or stream of powdered material. Within the metal manufacturing industry, this form of 3-D assembly has become known as laser additive manufacturing (LAM).
Under intense development for the last decade or more, this new manufacturing method, once perfected, has the potential to revolutionize design and manufacturing. Indeed, investment in additive manufacturing has increased from a few tens of millions of dollars a decade ago to several hundred million dollars today, with companies like General Electric, Siemens and Aerojet Rocketdyne leading the way.
Such investment suggests that LAM could be at the proverbial “hockey-stick” take-off point for rapid development. Yet in many ways, LAM today, for reasons related to cost and technology bottlenecks, remains a niche manufacturing approach. Here, we look at some of the advances and changes—in technology and, perhaps as important, in manufacturing mindset—that will be necessary to achieve LAM’s game-changing potential.
Two LAM approaches
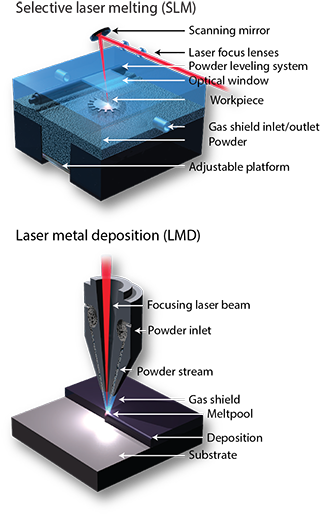
There are currently two principal approaches to laser additive manufacturing (LAM): selective laser melting (SLM) and laser metal deposition (LMD). Both use powdered feedstocks as the starting material, which is added layer by layer onto the part being constructed, using a localized, laser-induced melt pool.
The key difference between the two technologies is in the powder delivery method. SLM uses a thin, pre-deposited layer of material in a shield-gas-protected “powder bed” environment. In LMD, a focused stream of powder is supplied to the melt pool by a carrier gas using a “nozzle device.”
 [Illustration by Phil Saunders]
[Illustration by Phil Saunders]
Expanding the design space
Both of the principal LAM techniques—selective laser melting and laser metal deposition—offer mechanical design engineers unprecedented new opportunities in design and manufacture. For instance, single 3-D components (such as a lightweight bladed integrated disk) with unique thermal performance capabilities can be made in a single process—a feat impossible with conventional subtractive engineering. Replacement body parts like knee joint implants and cranial scaffolds can be fabricated in single-step processes that accurately replicate the original part. 3-D scaffold structures with engineered porosity can be created in which the density (or thickness) of the scaffolding varies within the overall component.
The aerospace and automotive industries in particular—which have experienced a steadily growing demand for lightweight structures and energy-efficient engine components, rapid prototyping and tooling—have already recognized and exploited the inherent advantages of LAM. The medical industry, too, has greatly benefited from the capability to make highly customizable, lightweight implants and prosthetic devices. LAM, in a sense, offers “complexity for free”; designers are no longer limited by constraints of traditional manufacturing and can devote their attention primarily to a component’s functionality and performance.
This very freedom, however, means that, for the many components that require some type of certification, a whole new set of design rules needs to be developed and applied. The component’s performance must be assessed by mechanical models and systematic simulations—exactly the kind that have been developed over many years for parts made by conventional manufacturing. Future technical progress for LAM of metals thus does not rely solely on increased laser power and brightness, better beam quality, increased process speeds and lower system costs. The advancement of any manufacturing technology also comes through examining the wider relationships between the process cluster, the available technological capabilities and the materials.
For example, traditional subtractive manufacturing benefits from the freedom to combine multiple available processes, technologies and materials. In LAM, the pool of available processes and their technological capabilities are at present limited, and the technique forces the use of special LAM-dedicated materials. Thus component design must be adapted to the manufacturing system’s capabilities.
All of this has tended to restrain LAM’s use, at a production level, to high-performance, high-value components. Since LAM systems are expensive to install, and since they necessarily produce components in small lot numbers—usually from expensive specialty alloys—LAM still exists primarily as a niche manufacturing technology.
Technical hurdles
What will be needed to expand LAM to broader market maturity and acceptance, and penetrate deeply into a variety of new areas? There is no simple answer, as the research framework needed to further advance LAM is multidimensional and interdisciplinary. As a result, getting LAM out of the niche and into the mainstream will call for new paradigms in laser-matter interaction science, process engineering and control, material sciences and design.
On that path, LAM currently faces a number of significant, basic technical hurdles to clear:
Reproducibility. Every mainstream manufacturing technology must guarantee reproducible fabrication of products with predictable properties and functionality. Many successful case studies have led to pilot production of high-value components, such as the LAM-fabricated fuel nozzles in General Electric’s LEAP jet engines. LAM has yet to prove that it can deliver a broad range of products with certifiable properties that satisfy high quality and functionality standards.
Thermal deformations. One of LAM’s technological shortcomings has yet to be fully solved. The layer-by-layer manufacturing approach means that melting and solidification conditions for complex, submillimeter design features will show different heat transfer characteristics in solid bulk areas, both within each deposited layer and throughout many stacked layers. In addition to the resulting variances in material microstructure (such as the grain morphology and size), the final product may also be plagued by residual stresses, pores, interlayer voids and microcracks, and other micro- and macroscopic geometrical discrepancies—all due to thermally induced part deformations.
In essence, LAM is a 2.5-D rather than a full 3-D manufacturing technology. As a result, as with other (nonlaser) additive fabrication, complex LAM designs often require sacrificial scaffolding structures to support the part’s weight and to enable and control favorable heat diffusion conditions during fabrication. Not surprisingly, the resulting part properties and performance depend on the build-up direction. Some conventionally manufactured part designs will be unsuitable for LAM manufacture without extensive design adaptations and optimizations.
Roughness. Another restriction of current LAM processes is the resulting surface roughness, both on the outside and for hidden inner surfaces. Such roughness typically depends on the powder size (on the order of tens of microns), and requires additional, time-consuming subtractive post-processing techniques, such as computer numerically controlled milling or etching, to address. For sensitive and brittle materials and for designs with small surface features (such as lattices and mesh elements), mechanical post-processing is impossible without compromising the part’s mechanical integrity and functionality.
Speed. Finally, some bottlenecks still exist in LAM system technology that limit overall volume build rates to a few tens of cubic centimeters per hour, and build envelopes to approximately one cubic foot for powder bed systems. New beam delivery and scanning approaches, advanced energy deposition strategies and process parallelization methods will be needed to improve efficiency. Advances in the materials science of specialty alloy powders could also help enable reproducible manufacturing of certifiable, standardized parts with LAM.
Changing the design mindset
Moving LAM forward will hinge not only on clearing technological hurdles, however—it will also require a change of mindset with respect to design.
At present, process development usually starts with existing computer-aided design (CAD) data developed for traditional fabrication methods, with minimal optimizations and adjustments specific to LAM. Empirical models, aimed mainly at reducing internal build defects, are then used to generate the LAM tool path. Equipment immaturities, raw-material properties, melt pool instabilities and changing solidification conditions all constrain the process flow. Some LAM physical processes can’t be adequately traced at present, and today’s commercial LAM machines implement too few in-situ process diagnostics and process control loops.
We suggest an alternative approach to LAM process and technological development—one premised on exploiting LAM’s unique advantages from the start and to their fullest extent, and that thus purposely avoids the adverse impacts of known fundamental process disadvantages and present-day technical immaturities. Such a change in mindset, we believe, could make LAM, in the very near future, a vital and indispensable technology for specific parts that cannot be fabricated by conventional machining—the first (or only) choice among fabrication methods for many industrial components.
The key to such a reimagined development approach lies in centering LAM process development needs around the part’s functionality and performance, with manufacturability and lifecycle in mind. The first step is defining the function- and performance-critical aspects of the design, the physical constraints of the part (such as mechanical strength, stiffness or heat conduction properties), and its topological constraints (such as density and porosity requirements). Manufacturability considerations cover critical properties of raw materials (powders), a multiscale framework of physical process conditions involved in laser-matter interaction, dynamics of melting and solidification phenomena, chemical transformations and material microstructure evolution. Extensive analytical modeling and numerical simulation efforts, at the front end of the process chain, predict and avoid any potential performance mismatches.
In this framework, the actual CAD data are produced only after an extensive, component-centered analysis. The result is a multidimensional data file (resolved in 3-D space and time) containing machine tool path, laser irradiation conditions and other process parameters tuned to the component in question.
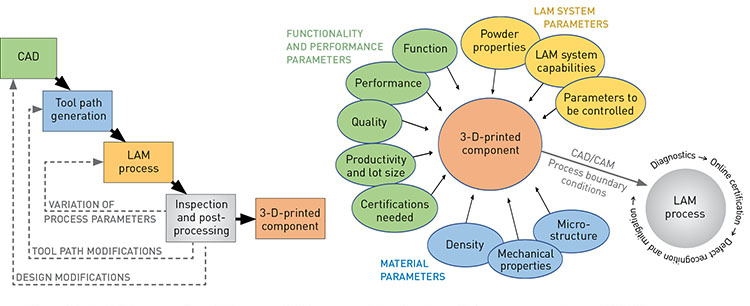 Current typical LAM process flow (left) compared with component-centered, predictive process development (right).
Current typical LAM process flow (left) compared with component-centered, predictive process development (right).
Shaping the beam
With this integrated, component-centered design paradigm in mind, we can look again at how advances in laser technology and photonics might help move LAM forward, particularly in the area of process predictability. And here, beam-shaping and beam-steering could prove especially useful in helping to enable highly controllable spatial and temporal tailoring of melt pools.
In LAM, optical energy is deposited by focusing laser light with powers of several hundred watts onto sub-millimeter-size spots. The technique generally uses continuous-wave lasers capable of creating localized melt pools at relatively high scanning speeds of several m/s. Depending on material properties, the deposition of one cubic millimeter of material requires several tens of joules. Most commercial systems use single-beam excitation; only a few newer developments are devoted to multiple-beam scanning. The beam profiles used are quasi-Gaussian, or flat-topped in profile. In general, this approach can’t provide reliable control of melt solidification rates, resulting in (predominantly) very fine microstructure due to rapid solidification.
Modern-day lasers, however—which can be shaped and customized spatially, spectrally and temporally—in principle can do a much better job than these traditional point sources in controlling solidification dynamics, increasing the material deposition rate and delivering better geometrical consistency and surface finish. Spatial beam-shaping allows preheating of powders and the substrate so that a smaller amount of energy is needed for melting. In addition, trailing heat profiles can decelerate solidification and improve control of microstructure.
Custom spatial beam-shaping can be realized with a number of experimental methods, including static beam-shaping involving complex optical arrangements and diffractive optical elements and dynamic beam-shaping encompassing fast-moving prisms and lenses or deformable mirrors. Spatial light modulators can create custom energy distributions through variation of the optical phase, although adoption of these methods is challenging for high laser powers. Beam micro-scanning techniques using rotating or turning mirrors and digital micromirror technology are also either lacking sufficient spatial resolution or high-power capability.
Using several dynamically steered laser beams offers another promising approach. Here, in addition to the “main” laser beam, one or several independently controllable additional beams can pre- or post-heat the material and contribute to better control of melting and solidification conditions. In particular, arranging multiple, high-brightness laser diode modules into arrays or matrices could revolutionize LAM, once a suitable system technology is developed. The Fraunhofer Institute for Laser Technology, currently at the leading edge of LAM research, has already demonstrated an early prototype multispot LAM system.
Shaping energy deposition in time as well as in space offers another powerful method for melt pool control—one that hasn’t yet found wide use in additive manufacturing. While a few specific case studies have demonstrated LAM using pulsed lasers instead of continuous-wave sources, the process science behind variably controlled temporal energy distributions is not yet fully established. Besides the ability to create smaller melt pools, pulsed laser radiation can also be used to remove oxide layers and refine microstructure through local peening processes.
Materials and diagnostics
Beyond fine control of energy deposition, in space or in time, understanding, controlling and exploiting the dynamics of the material’s response to the laser is another critical prerequisite for the maturity of LAM. Reliable control of deposited energy densities is possible only if the process carefully accounts for differences in absorption properties—both for various classes of materials, and for materials within the same class, such as different kinds of metals.
Early LAM systems could use only CO2 10-µm-wavelength laser sources. Metals generally absorb best at wavelengths in visible and near-infrared spectral ranges, while for many other materials like ceramics the opposite is the case. Ongoing efforts toward developing new high-power laser sources, especially in the blue spectral region, should enable new energy- and cost-efficient systems for LAM. And a better selection of laser sources operating at different wavelengths will likely prove crucial for expanding LAM to new materials and applications.
LAM technology has already leveraged a number of optical diagnostic tools for monitoring process conditions. Research-scale systems have shown that detectors measuring emission spectra, temperature profiles and the dimensions of the melt pool can deliver useful information on process dynamics and material transformations—data that are essential for manufacturing predictability and quality assurance. Until now, however, commercial equipment has monitored only a limited selection of such parameters—the assumption being that that LAM measurement technology cannot trace process conditions with sufficient fidelity in any event.
The future of LAM will critically depend on the development of the kind of reliable, online diagnostics that are essential for any closed-loop, feedback-based adaptive process.
The future of LAM will critically depend on getting past that hurdle, and on the development of the kind of reliable, online diagnostics that are essential for any closed-loop, feedback-based adaptive process. Among other process parameters, commercial-grade LAM will require high-fidelity time- and space-resolved measurements of a wide range of parameters: melt pool characteristics such as size, temperature, thermal gradients, optical properties, melting and solidification dynamics, and crystal phase transformations; chemical characteristics such as oxygen levels, oxidation dynamics; geometric parameters such as shapes and features of the evolving part to enable early defect recognition and mitigation.
Collection of these data temporally and spatially, in real time, will ultimately lead to “online certification” capability for LAM—meaning that process parameters, performance, and resulting material properties are thoroughly documented for every bit of the 3-D-printed part.
Finally, optical technologies can also help in bringing about the paradigm changes in manufacturing supply-chain planning and analysis needed to usher in the new era of LAM. Laser-based measurement techniques such as laser-induced breakdown spectroscopy (LIBS), for example, can help analyze and control powder properties, and thereby quickly determine and certify size distributions and chemical composition of powders.
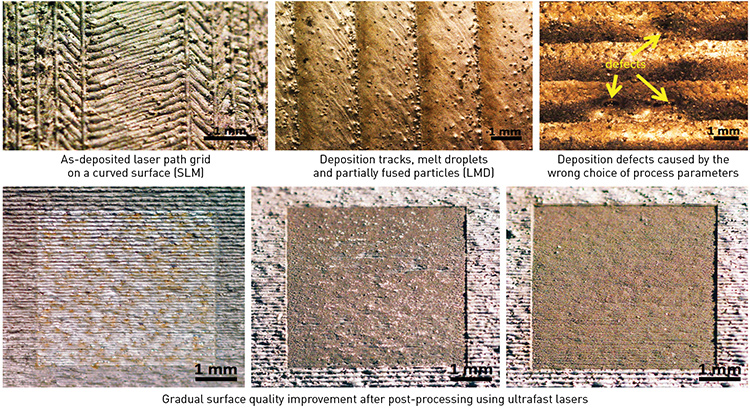 Post-processing using ultrafast pulsed lasers, employing subtractive techniques, can improve the surface finish of 3D-printed parts originally created with LAM.
Post-processing using ultrafast pulsed lasers, employing subtractive techniques, can improve the surface finish of 3D-printed parts originally created with LAM.
Mixing processes
Combining LAM technologies with other fabrication methods, both new and conventional—such as ultrasonic joining or milling—can also open new horizons in component properties and performance. Combining multiple laser-based processing solutions might have particular interest in the near future, since no considerable changes in LAM machinery, such as positioning equipment, are needed. Using the same CAD data used for additive processes, additional laser-based processes can be introduced to the manufacturing cycle. These hybrid laser solutions include subtractive post-processing using short- and ultra-short pulsed lasers for improved geometrical consistency and surface finish, laser shock peening and surface remelting for advanced microstructure control.
We believe that a rich and varied future for laser-based manufacturing is on the horizon—and that, given the detailed scientific and technical attention now being devoted to LAM as a unique process, that horizon may not be far away. The first commercial milling machines for industrial components appeared in the 1820s, but it was not until nearly 30 years later that improvements such as 3-D axis control had made them viable industrial tools. As we see it, improvements to LAM systems will not take nearly so long—and we may see definable advances within only a few years.
Ilya Mingareev is with the Department of Mechanical and Aerospace Engineering, Florida Institute of Technology, Melbourne, Fla., USA. Martin Richardson is with CREOL, the College of Optics & Photonics, University of Central Florida, Orlando, Fla., USA.
References and Resources
-
T. Wohlers. “Wohlers report 2016,” Wohlers Associates, Inc. (2016).
-
D. Gu et al. “Laser additive manufacturing of metallic components: Materials, processes and mechanisms,” Int. Mater. Rev. 57(3), 133 (2012).
-
GE Brilliant Factory website, www.ge.com/stories/brilliantfactory
-
B. Ealy et al. “Characterization of LAM-fabricated porous superalloys for turbine components,” Proc. ASME Turbo Expo. 2016, GT2016-58080, Seoul, Korea.
-
I. Mingareev et al. “Femtosecond laser post-processing of metal parts produced by laser additive manufacturing”, J. Laser Appl. 25, 052009, 2013.